- +27 79 866 5061
solutions@resatech.co.za
• Each PD assessment technology has limitations.
• It is often not sufficient to reflect the true operating status of the power equipment and get the accurate picture using only one technology.
• Auxiliary tests may be required to corroborate the OLPD assessment findings.
• By employing two or more complementary technologies, we can provide a much more accurate assessment of the power equipment being assessed.
• This provides power plant owners with the most reliable evaluation of the operational status of their power assets.
• The most suitable maintenance decision can be made based on the availability of sufficient assessment data and reliable diagnosis.
Ultrasonic detectors are some of the most reliable online field test technologies available in the market today. Ultrasonic detection on MV and HV power equipment may be conducted either as an additional test to confirm OLPD test findings or as a stand-alone service. PD activity which is at or near the surface of an insulator will produce an ultrasonic and sometimes audible emission. Surface tracking and corona always produce airborne emissions. Other types of PD may produce a detectable acoustic emission. The frequency range of such activities is from 20kHz to 80kHz with a centre frequency of 40kHz. Surface tracking and corona discharges are the most common types of PD on insulators and bushings. This activity can be easily detected and confirmed using the airborne ultrasonic dish. A flexible acoustic sensor may also be used to detect activity through seams of metal-clad switchgear.


Infrared inspections use an infrared camera to detect anomalies not noticeable to the naked eye. In an electrical setting, infrared inspections identify hot spots, which can be a precursor to equipment malfunction, which leads to unplanned downtime. Heat rise in electrical equipment can be the result of poor or loose electrical contacts or connections, unbalanced electrical loads or defective components. Thus far, infrared testing and online partial discharge (OLPD) testing have been important but somewhat independent processes for condition-based maintenance programs of power equipment. Power plant operators have been conducting the two routine testing methods separately for many years. Our new innovative PDStar hand-held partial discharge analyser now makes it possible to test partial discharges and conduct infrared thermography together in one single device.
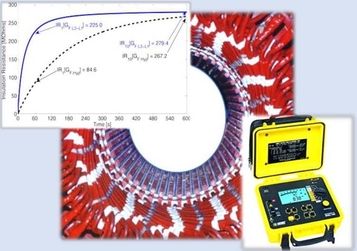
A Polarization Index test is performed at the same voltage as the Insulation Resistance test. The PI test is performed over a period of ten minutes whereas the IR test is performed for a period of one minute. This gives the absorption current sufficient time to decay and reveals a more detailed indication of the total leakage and conduction currents of the winding insulation system. PI is therefore a good indication of winding contamination, moisture ingress and/or bulk insulation damage. The Polarization Index is derived by the ratio between the one minute reading and the ten minutes reading. Recommended minimum PI results for suitability for service is widely accepted as 2:1 or greater. Any reading lower than this minimum value is a concern. The windings would be presumed to be wet, contaminated, and/or compromised in some fashion. Polarization Index testing should be performed in accordance with the IEEE Standard, IEEE Recommended Practice for Testing Insulation Resistance of Rotating Machinery.

Visual inspection of any installation is as important as any testing that is carried out on an installation. In general, we inspect the installation with regards to personal safety, equipment age, deterioration, equipment corrosion, overload and finally, its consistency towards standard installation guidelines. Experience has shown that a higher percentage of MV and HV equipment failure is directly related to poor workmanship. During visual inspection, a trained and experienced eye can easily identify most of the defects resulting from a sub-standard service, with a potential to result in premature failure. Human vision has always been the single most important sensing facility for the industry. Through vision, human beings can detect subtle changes of shape, texture, shade, and colour. A human inspector can resolve complex states and can almost always make appropriate decisions that impact safety of equipment and personnel.
Inspection and commissioning of newly installed MV and HV equipment is an important procedure to ensure the reliability and performance of the power system. The assessment of ageing and preventing damages of medium and high voltage cable system is incredibly important for the utilities today. Due to the quality of the power distribution network and the high cost of increasing demand for reliability in the power supply, MV and HV cable systems need more performance testing and control. Cable systems need to be tested after installation, periodically during their service life, occasionally after frequent failures in specific types of cables or accessories and whenever a decision needs to be made about cable repair or replacement. IEEE has developed standards and guidelines for addressing the specific testing requirements for newly installed and service-aged extruded and laminated dielectric insulation, to guarantee optimum performance of the power cable system.